by Evenbound-Elizabeth | Oct 29, 2024
- Client: Transcendia
- Location: Hebron, Ohio
- Size: 5,400 SF
- Classification: ISO 7 (with ISO 8 support areas)
- Market Sector: Medical Packaging
Transcendia is a leader in film solutions for healthcare, food, beverage, and industrial applications. They chose Angstrom to design and build a state-of-the-art cleanroom suite at their Hebron facility to house medical-grade film packaging operations.
To support Transcendia’s growth in medical-grade plastic film production, Angstrom delivered a custom-designed cleanroom that seamlessly integrated with existing equipment and infrastructure.
- Preconstruction planning was essential to identify and mitigate potential challenges, allowing for smooth installation around the existing manufacturing line.
- The cleanroom includes a main ISO 7 processing room and ISO 8 support spaces to meet rigorous customer classification standards.
- Installed within a newly constructed facility, the cleanroom integrates with Transcendia’s three-tier platform, which encompasses the mobile extruder positioned beneath it.
- Custom beams, columns, and support structures were used to fit the cleanroom around installed machinery, ensuring both functionality and compliance.
- Our expert installers made field modifications to guarantee the cleanroom’s seal integrity.
Thanks to Angstrom’s strategic planning and collaboration with subcontractors, we shortened the project timeline by two weeks, meeting Transcendia’s operational goals ahead of schedule.
Talk to the experts at Angstrom Technology about your cleanroom project!

by Cassidy Cole | Sep 20, 2024
- 4-month construction timeline
The team at Angstrom Technology was selected to design and build a state-of-the-art cleanroom for a client’s Myco Lab, a cell culture testing lab located in the Midwest. The lab consists of three labs, two gowning rooms, an airlock, a lab corridor, and storage areas, all designed to meet the stringent requirements of the life sciences sector. With this being our client’s first modular cleanroom, ensuring that all stakeholders were comfortable with the process and the provided solution was crucial. Angstrom collaborated closely with the end user, the general contractor, and the architecture/engineering firm to deliver a successful project.
Given the limited footprint and the need to accommodate critical casework and equipment, space optimization was a priority. We employed several innovative strategies to ensure the cleanroom met all requirements:
- Exhaust FFUs Integrated into Ceiling Grid: Exhaust fan filter units (FFUs) were incorporated into the ceiling grid, eliminating the need for double wall return air chases and freeing up valuable space while meeting containment and NPR requirements.
- Horizontal Raceways for Electrical/Data Needs: Horizontal raceways provided a flexible solution for the lab’s extensive electrical and data needs.
- Environmental Monitoring Integration: The stand-alone environmental monitoring control console was removed, with monitoring functions integrated directly into the Building Management System (BMS). This consolidation streamlined operations, aligning the Myco Lab with the client’s other labs and facilities.
- Key Equipment and Features: The lab was outfitted with LN2 and CO2 supply connections, biological safety cabinets (BSCs), fluorescent readers, incubators, water baths, warming cabinets, hot plates, vortexers, thermal cyclers, automated extraction units, centrifuges, microfuges, and PCR readers.
After the project was complete, the lab not only met the client’s needs for a modular and flexible cleanroom but also provided a comfortable and efficient space for cell culture testing. Angstrom’s expertise in modular cleanroom design ensured that all equipment and casework were seamlessly integrated, delivering a high-performance lab that supports the client’s critical life sciences work.
Talk to the experts at Angstrom Technology about your cleanroom project!

by Angstrom Tech | Jul 25, 2023
The Angstrom Group delivered a new dry room for lithium battery production, within a new scale-up facility for Anaphite. Anaphite is a chemistry company developing CNT enhanced cathode powders that can be used to produce dry coated electrodes for low-cost, high-performance Li-ion batteries. To disregard any effects of moisture affecting materials, Anaphite needed an ultra-low dewpoint air supply that could be driven down to minus 75°Cdp, with a target return of at least minus 40°Cdp measured at the point of air return.
- Dry room with combined airlock gowning area
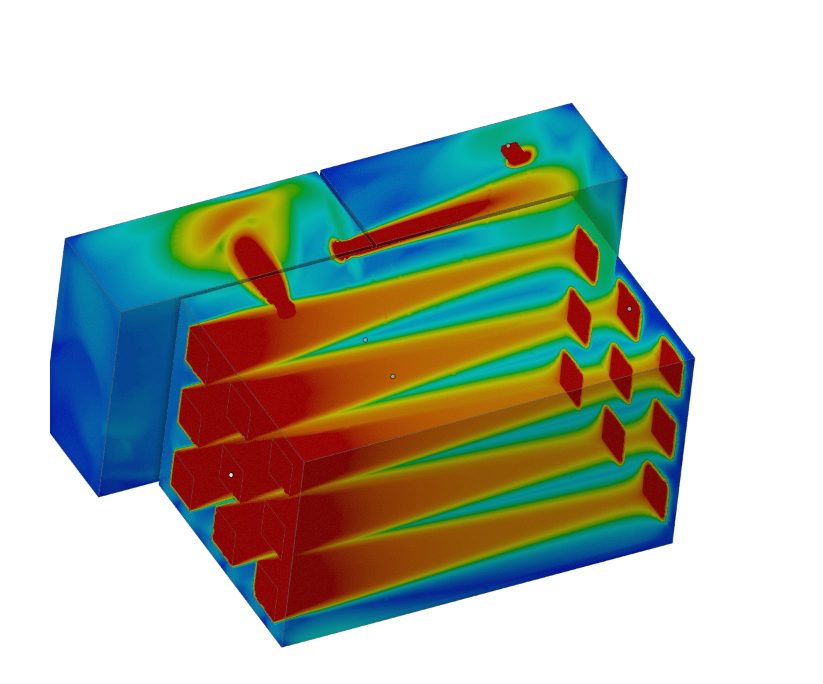
- CFD airflow analysis ensured even distribution of horizontal airflow
- Multi-rotor system to quickly drive the dry room down to specification
- Ultra-low dewpoint air supply that can be driven down to minus 75°Cdp
- Fully sealed panel system combined with fully welded stainless steel providing an ultra-low air leakage rate
- HEPA filtration to deliver ISO 14644-1 Class 7 compliant air within the main area
The main requirement for the dry room was the target dew point and the size, but Anaphite also needed the dry room to be modular. As a start-up, demands, and requirements can soon change, so a modular and relocatable design gives Anaphite the flexibility to adapt to unforeseen changes. The dehumidifier unit, amongst other elements of the project build, is movable, satisfying the need for modularity.
Talk to the experts at Angstrom Technology about your cleanroom project!

by Angstrom Tech | Jul 7, 2023
The Angstrom Group delivered a new 24,000 square foot clinical manufacturing cleanroom facility for the Azzur Group in Morrisville, NC. Azzur Cleanrooms on Demand™ (COD) offers a hybrid early-phase manufacturing model geared specifically to the challenges early-phase manufacturers face when it comes to starting up and scaling out. The need for clinical manufacturing capability and lengthy facility design-build timeframes are both barriers that COD can remove.
- 24,000 square foot COD facility in Morrisville
- 24 independent cleanroom suites
- Each suite has a Material Airlock (MAL), Personnel Airlock (PAL), Cleanroom and Exit PAL
- Shared entry and exit corridors provide easy access to and from each cleanroom
- Locker room and changing area
- Material airlocks provide a path for large equipment to enter the suites via the GMP warehouse
- All cleanroom suites are controlled and monitored by state-of-the-art systems which are tied into the building management system.
This is the first COD facility Angstrom has delivered for the Azzur Group and the 4th in the Azzur COD group. In June 2023, a grand opening ceremony was held for Azzur Cleanrooms on Demand™ Raleigh, and Angstrom Technology is currently under construction on Azzur COD facilities in Devens, MA and Alameda, California.
Talk to the experts at Angstrom Technology about your cleanroom project!

by Angstrom Tech | May 11, 2023
Angstrom Technology delivered a new 1,700 square foot OEM packaging cleanroom facility to a global supplier of single-use components.
The global company needed to expand to accommodate the increased growth of its business to the medical and bioprocess industries. This expansion of the company’s pick and pack process allows the company to increase capacity, and reduce lead times for customers.
OEM Packaging Cleanroom Highlights
- 1700-square-foot, state-of-the-art ISO Class 8 cleanroom
- Designed for the packaging of single-use components to serve the medical and bioprocess industries
- Gives customers the confidence and peace of mind that the components that are manufactured in a cleanroom are always opened and repacked in a similar environment
- The cleanroom features ten workstations designated for the scale counting and repacking process
- Optimized layout to facilitate the movement of bagged parts into the cleanroom via curtained pass-through openings for weighing and repackaging
- Installed within a temperature-controlled warehouse, pre-cooled supply air is pulled through terminal HEPA filtration to provide a controlled environment suitable for the process
Talk to the experts at Angstrom Technology about your cleanroom project!